Quelque soit votre surface à nettoyer, Bois, Isolation thermique, plastique, pierre naturelle, du Béton ou du Métal, nous avons la solutions idéale pour vous,
SOTTMAR assure via ses équipements, les opérations de nettoyage industriel, dégraissage et décalaminage des surfaces dures.
Nos interventions couvrent tout les domaines industriels :
- nettoyage machines de construction
- nettoyage de façades
- nettoyage de coffrage
- nettoyage de sol industriel
- nettoyage navale, coque de navires
- nettoyage de l’acier et réservoirs
- Enlèvement de bitume
- nettoyage de rouille
- décapage de peinture sur différentes surfaces
Le nettoyage de bateaux, jusqu’à 300 m de long, en général nettoyés à l’intérieur et à l’extérieur au moment des intervalles de maintenance ou au déchargement marchandise. et pour économiser du carburant, il faut également enlever les algues et coquillages de la coque.
pour de petits travaux de reprise de peinture, le nettoyage de la surface est très important. en cas de plus gros travaux de décapage avec retrait total du revêtement (voir rénovation), le sablage est souvent mis en œuvre mais est de plus en plus remplacé par le décapage uhp.
ce qui était imaginé impossible il y a quelques années encore, est devenu possible aujourd’hui grâce à la technologie haute pression en utilisant simplement de l’eau, sans aucune projection d’abrasif, les surfaces métalliques sont débarrassées de la rouille. notre machine FALCH T25, ultra haute pression pouvant atteindre 2500 bar, fonctionne avec une buse multi-jet très tranchante, qui permet de décaper la rouille et de retirer les revêtements écaillés sans traces. il en résulte une très bonne qualité de décapage anti-corrosion. 5 – 6 couches de peinture peuvent être retirées en un seul passage et les déchets à retraités diminuent d’environ 98 %.
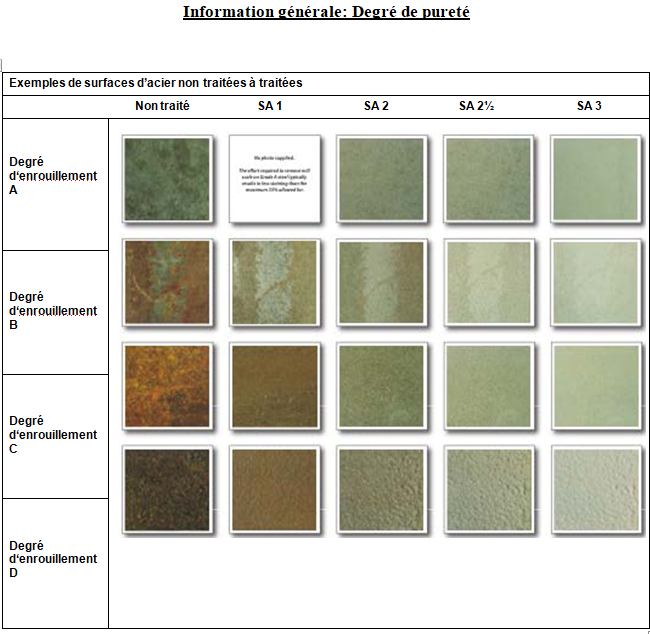
Information générale: Degré de pureté
Degré de pureté (acier)
Le degré de pureté décrit l’état de la calamine et de la rouille sur des surfaces en acier. Différentes normes définissent le degré de pureté, elles sont généralement demandées par le fabricant de peinture ou le client d’un projet. Une surface en acier à peindre nécessite normalement un degré de pureté de SA 2½ ou mieux SA 3. La surface doit être nettoyée de tous les composants ferreux et non ferreux liés au procédé de production. Les résidus laissés sur la surface entraineront une influence négative sur l’adhérence des peintures et la résistance à la corrosion.
Ces résidus peuvent être:
- Calamine, tartre
- Huile, graisse et cires
- Corrosion/rouille
- Sels solubles
- Encrassement comme par exemple la poussière
Classification et définition selon la norme ( ISO 8501-1+2):
| SA = |
Sablage des surfaces en acier revêtues ou non |
| SA 1 |
Brossage, décapage |
| Les surfaces sont exemptes de composants non ferreux tels que huile, graisse, saleté et traces de peinture. Les traces de métaux ferreux dues au procédé de production comme la calamine, le tartre ou la rouille sont enlevés. La calamine, la rouille et la peinture qui restent adhèrent à la surface et celle-ci doit être suffisamment rugueuse pour obtenir une bonne adhérence des couches ultérieures. |
| SA 2 |
Nettoyage commercial |
| Procédé SA 1 et procédé supplémentaire: La rouille, le tartre ou les résidus de peinture sont retirés. 70% (⅔) de chaque cm² doit être exempt de résidus visibles, quelques légers résidus peuvent rester dans les creux. |
| SA 2½ |
Décapage presque à blanc |
| Procédé SA 2 et procédé supplémentaire: Légères traces visibles. 95% de chaque cm² doit être exempt de résidus visibles. |
| SA 3 |
Décapage à blanc du métal
Procédé SA 2½ et procédé supplémentaire: Les supports ont une surface métallique gris-blanc uniforme. Tous les résidus ferreux et non ferreux sont enlevés à 100%. |
| P SA 2½ |
Ablation partielle des zones endommagées (peintures existantes) |
| Suppression des taches de rouille, des peintures non adhérentes et des contaminants. Les traces restantes des zônes exposées doivent correspondre à SA 2½.
La peinture restante doit être intacte, il est recommandé d’effectuer un essai d’adhérence. |
| ST = |
Dérouillage manuel ou mécanique |
| ST 2 |
Les peintures, la calamine et le tartre non adhérents sont retirés ; la rouille est enlevée jusqu’à obtenir un éclat métallique léger de la surface. |
| ST 3 |
Comme ST 2, mais le métal doit avoir un éclat supérieur. |
| Fl |
Flammage |
|
La calamine, le tartre, la rouille, les peintures et les contaminants étrangers sont enlevés. Les seuls résidus acceptables sont une décoloration ou des traces. |
| Be |
Décapage à l’acide (dérouillage chimique) |
|
Tous les composants ferreux et non ferreux sont enlevés. Avant peinture la surface doit être retraitée avec des détergents neutres. |
Les surfaces en acier sablées avec une rugosité d’au moins SA 2½ qui ont été traitées avec les revêtements recommandés selon les données indiquées dans les fiches techniques offrent une protection jusqu’à quatre fois supérieure!
La technique de sablage, les abrasifs utilisés et l’impact des abrasifs ont une influence importante sur la surface de l’acier sablé. La rugosité peut atteindre 100µm. Pour de l’acier de construction la rugosité se situe normalement entre 25 et 60µm et moins communément à 80µm.
